 Slovenski
Slovenski-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română - Slovenski
-
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


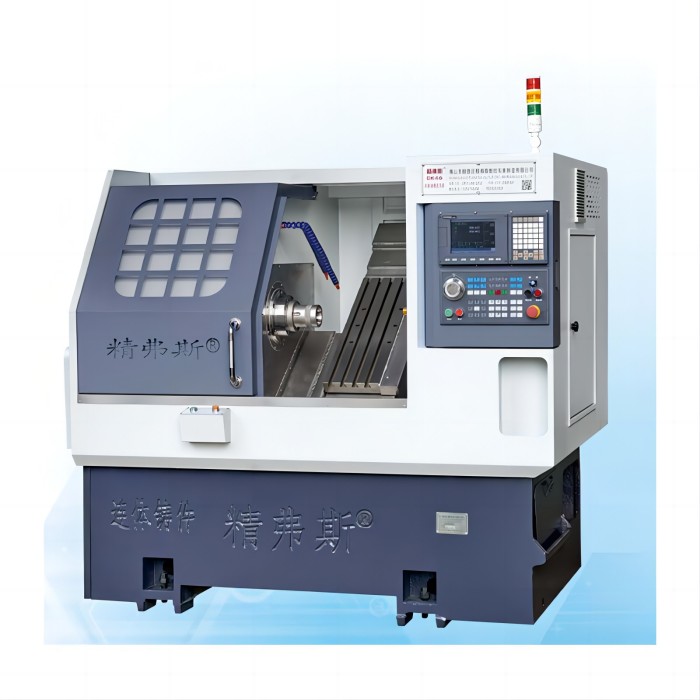
Zahteve CNC obdelovalnih strojev za strojno strukturo
Glavna strukturaCNC strojni strojiIma naslednje značilnosti:
1) Zaradi uporabe visokozmogljivih neprekinjenih hitrostnih vretena in servo prenosnih sistemov je mejna struktura prenosa CNC obdelovalnih strojev močno poenostavljena in veriga prenosa se močno skrajša;
2) Da bi se prilagodili neprekinjeni avtomatizirani obdelavi in izboljšali produktivnost obdelave, ima mehanska struktura CNC obdelanih strojev višjo statično in dinamično togost ter natančnost dušenja, pa tudi večjo odpornost na obrabo ter manj toplotne deformacije;
3) Da bi zmanjšali trenje, odpravili odmik prenosa in dosegli večjo natančnost obdelave, se uporabljajo učinkovitejše komponente prenosa, na primer pari krogličnih vijakov in vodniki za valjanje, pari menjalnikov za prestavo z zapisovanjem, itd.
4) Za izboljšanje delovnih pogojev zmanjšajo pomožni čas, izboljšajo operativnost in izboljšajo produktivnost dela, uporabljene so pomožne naprave, kot so samodejne naprave za vpetje orodij, revije orodij in samodejne naprave za menjavo orodij ter samodejne naprave za odstranjevanje čipov.
Glede na veljavne priložnosti in strukturne značilnosti CNC obdelovalnih strojev se za strukturo CNC obdelovalnih strojev predložijo naslednje zahteve:
1. višja statična in dinamična togost obdelovalnega stroja
CNC strojni strojise samodejno obdelajo v skladu z navodili, ki jih ponuja programiranje CNC ali ročni vnos podatkov. Ker napake pozicioniranja, ki jo povzroča geometrijska natančnost in deformacija mehanske strukture (na primer postelja obdelovalnega stroja, vodilne tirnice, delovna tabela, držala orodij in vretena itd.), Ni mogoče prilagoditi in kompenzirati med obdelavo, je treba elastično deformacijo komponent mehanske strukture nadzorovati v majhni meji, da se zagotovi, da je potrebna natančnost obdelave. Pod vplivom notranjih in zunanjih toplotnih virov bodo različni deli obdelovalnega orodja doživeli različne stopnje toplotne deformacije, ki bodo uničila relativno gibalno razmerje med obdelovatom in orodjem in povzročila tudi četrtletni upad obdelovalnega orodja. Za CNC obdelovalne stroje, ker je celoten proces obdelave nadzorovan z izračunanimi navodili, je vpliv toplotne deformacije resnejši. Težko. Da bi zmanjšali toplotno deformacijo, se v strukturi CNC obdelovalnih strojev običajno sprejmejo naslednji ukrepi: (1) zmanjšati nastanek toplote; (2) dvig krmiljenja temperature; (3) Izboljšajte mehanizem obdelovalnih strojev.
3. Zmanjšajte trenje med gibi in odpravite odmik
Premik delovne mize CNC obdelave obdelave (ali diapozitiva) je enakovredna majhni enoti v enajstih impulzih in je običajno potrebna za premikanje z osnovno hitrostjo. Da se delovna miza natančno odzove na navodila naprave CNC, je treba sprejeti ustrezne ukrepe. Trenutno obstajajo očitne razlike v značilnostih dušenja trenja najpogosteje uporabljenih drsnih vodnikov, valjanih vodnikov in hidrostatičnih vodnikov. Uporabite kroglične vijake namesto drsnih vodnikov v sistemu za podajanje, enak učinek je mogoče doseči s svinčevim vijakom. Trenutno CNC strojni stroji skoraj vsi uporabljajo prenos krogličnih vijakov. Natančnost obdelave CNC obdelovalnih strojev (zlasti sistema odprtih zančkov CNC obdelovalnih strojev) je v veliki meri odvisna od natančnosti verige za prenos podajanja. Poleg zmanjšanja napak obdelave prestavnih prestav in krogličnih vijakov je še en pomemben ukrep uporaba prenosnega prenosnega para. Za kumulativno napako naboja krogličnega vijaka se za kompenzacijo naklona običajno uporablja naprava za kompenzacijo impulza.
Življenjsko in natančnost zadrževanja obdelovalnih strojev
4. Da bi izboljšali življenjsko in natančno zadrževanje obdelovalnih orodij, je treba med zasnovo v celoti upoštevati odpornost obrabe CNC strojev, še posebej pa je, da je upornost glavnih delov, ki vplivajo na napredek, kot so tirnice za vodnike za strojni stroj, komponente servo vretena itd.
5. Zmanjšajte pomožni čas in izboljšajte delovanje poslovanja
V enodelni obdelaviCNC strojni stroji, pomožni čas (čas brez čipa) predstavlja velik delež. Za nadaljnje izboljšanje produktivnosti obdelovalnih orodij je treba sprejeti ukrepe za zmanjšanje pomožnega časa.
Trenutno je veliko CNC strojnih orodij sprejelo več vretena, več nosilcev orodij in samodejne menjalnike orodij z revijami orodij, da bi zmanjšali čas spreminjanja orodja. Za CNC obdelovalne stroje s povečano porabo čipov mora biti struktura postelje ugodna za odstranjevanje čipov.
Pošlji povpraševanje


X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti